
Page 113 - Tạp chí Giao thông Vận Tải - Số Tết Dương Lịch
P. 113
KHOA HỌC CÔNG NGHỆ Tập 6 4
Tập 64
Số 12/2024 (748)
ngang; có thể mở rộng năng lực đóng tàu của các nhà máy 2.2. Trình tự ghép nối hai nửa thân tàu trên mặt nước
đóng tàu cỡ nhỏ và mở ra triển vọng đóng những tàu có Các bước công nghệ đóng tàu bằng phương pháp
kích thước tương đối lớn; áp dụng để tiến hành hoán cải ghép nối hai nửa thân tàu dưới nước [1]:
các tàu đang sử dụng khi tăng hoặc giảm kích thước của 1. Đóng nửa mũi và nửa đuôi
tàu mà không cần đưa tàu lên triền; giảm giá thành nâng 2. Chuẩn bị các mép hàn cho hai nửa thân tàu trước
cấp hoặc xây mới các triền đà, âu, ụ và trang thiết bị phục khi hạ thủy
vụ hạ thủy tàu cỡ lớn [3, 4]. 3. Hạ thủy từng nửa thân tàu
Tại Việt Nam, vận tải bằng đường thủy đã và đang 4. Dằn cân bằng hai nửa thân tàu để đảm bảo mép
chứng kiến nhu cầu tăng mạnh về tàu vận tải. Các tàu có nối trùng nhau
trọng tải từ 10.000 tấn đến 100.000 tấn đang được ưu tiên 5. Căn chỉnh đường hàn nối và cố định hai nửa thân
sử dụng. Các cơ sở đóng tàu truyền thống rất khó để có thể tàu với nhau
quy hoạch lại hoặc nâng cấp trang thiết bị, đặc biệt là mặt 6. Làm kín vùng đường hàn nối
bằng khu vực hạ thủy. Vì vậy, phương pháp đấu nối thân 7. Kiểm tra trạng thái hai nửa thân tàu để chuẩn bị hàn
tàu trên mặt nước hoàn toàn phù hợp để giải quyết nhu 8. Tiến hành hàn nối, kiểm tra đường hàn, làm sạch
cầu đóng mới, sửa chữa, hoán cải các tàu có kích thước lớn và sơn
cho những nhà máy đóng tàu cỡ trung và nhỏ tại Việt Nam 9. Tháo dỡ thiết bị làm kín
khi các nhà máy không có đủ khả năng hạ thủy nguyên 10. Kiểm tra chất lượng mối ghép nối và thân tàu.
chiếc tàu có kích thước vượt quá kích thước của triền đà,
âu tàu, ụ nổi.
3. GIẢI PHÁP LÀM KÍN KHU VỰC HÀN NỐI HAI NỬA
2. CÔNG NGHỆ GHÉP NỐI HAI NỬA THÂN TÀU TRÊN THÂN TÀU
MẶT NƯỚC Để thực hiện các bước công nghệ lắp ráp và hàn các
2.1. Phương án ghép nối phần thân tàu dưới nước, cần tiến hành làm kín và tạo
Phương pháp đấu nối thân tàu trên mặt nước hiện nay không gian khô cho khu vực xung quanh đường hàn phần
gồm đấu nối trực tiếp hai nửa thân tàu với nhau và đấu nối ngâm nước. Phương pháp tạo không gian ngăn cách với
hai phần thân tàu với nhau nhờ tổng đoạn nối. Do những môi trường nước tại đường hàn đấu nối được gọi là phương
khó khăn khi hạ thủy các phần thân tàu cũng như việc đấu pháp làm kín nước. Thiết bị dùng để tạo không gian đó gọi
nối và hàn trên mặt nước nên hạn chế tối đa việc chia thân là thiết bị làm kín nước, gồm thiết bị làm kín kiểu thùng kín,
tàu theo phương chiều dài thành nhiều phần. Việc dùng kiểu vành đai và kiểu không gỡ bỏ, cụ thể [1]:
tổng đoạn nối cũng làm tăng tính phức tạp và chỉ áp dụng 3.1. Thiết bị làm kín kiểu thùng kín
khi không thể thực hiện đấu nối trực tiếp hai phần thân Thiết bị làm kín kiểu thùng kín có dạng hộp kết cấu
tàu với nhau. Tổng đoạn nối là tổng đoạn hoàn chỉnh nằm bằng thép, được lắp ghép phía ngoài vỏ tàu tại vị trí đường
giữa hai nửa thân tàu, có chứa các vách ngang chính thức ở hàn nối hai nửa thân tàu nhằm tạo không gian khô xung
hai đầu và phải ăn khớp với phần đuôi và phần mũi tàu [3]. quanh đường hàn. Việc áp dụng thùng kín sẽ đảm bảo
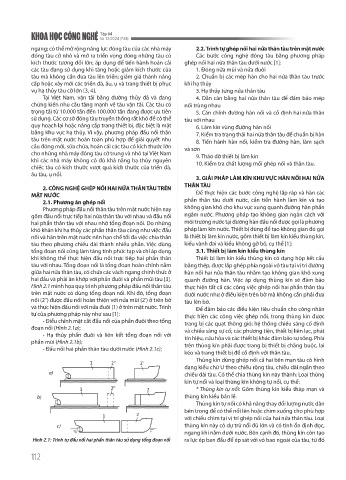
Hình 2.1 minh họa quy trình phương pháp đấu nối thân tàu thực hiện tất cả các công việc ghép nối hai phần thân tàu
trên mặt nước có dùng tổng đoạn nối. Khi đó, tổng đoạn dưới nước như ở điều kiện trên bờ mà không cần phải đưa
nối (2’’) được đấu nối hoàn thiện với nửa mũi (2’) ở trên bờ tàu lên bờ.
và thực hiện đấu nối với nửa đuôi (1) ở trên mặt nước. Trình Để đảm bảo các điều kiện tiêu chuẩn cho công nhân
tự của phương pháp này như sau [1]: thực hiện các công việc ghép nối, trong thùng kín được
- Điều chỉnh mặt cắt đấu nối của phần đuôi theo tổng trang bị các quạt thông gió; hệ thống chiếu sáng cố định
đoạn nối (Hình 2.1a); và chiếu sáng sự cố; các phương tiện, thiết bị liên lạc, phát
- Hạ thủy phần đuôi và liên kết tổng đoạn nối với tín hiệu, cứu hỏa và các thiết bị khác đảm bảo sự sống. Phía
phần mũi (Hình 2.1b); trên thùng kín phải được trang bị thiết bị chằng buộc, lai
- Đấu nối hai phần thân tàu dưới nước (Hình 2.1c);
kéo và trang thiết bị để cố định với thân tàu.
Thùng kín dùng ghép nối cả hai bên mạn tàu có hình
dạng kiểu chữ U theo chiều rộng tàu, chiều dài ngắn theo
chiều dài tàu. Có thể chia thùng kín này thành: Loại thùng
kín tự nổi và loại thùng kín không tự nổi, cụ thể:
* Thùng kín tự nổi: Gồm thùng kín kiểu tháp mạn và
thùng kín kiểu bản lề.
Thùng kín tự nổi có khả năng thay đổi lượng nước dằn
bên trong để có thể nổi lên hoặc chìm xuống cho phù hợp
với chiều chìm tại vị trí ghép nối của hai nửa thân tàu. Loại
thùng kín này có dự trữ nổi đủ lớn và có tính ổn định dọc,
ngang khi nằm dưới nước. Bên cạnh đó, thùng kín còn tạo
Hình 2.1: Trình tự đấu nối hai phần thân tàu sử dụng tổng đoạn nối ra lực ép ban đầu để ép sát với vỏ bao ngoài của tàu, từ đó
112