
Page 98 - Tạp chí Giao thông Vận Tải - Số Tết Dương Lịch
P. 98
Số 12/2024 (748) KHOA HỌC CÔNG NGHỆ
6
4
Tập 64
Tập
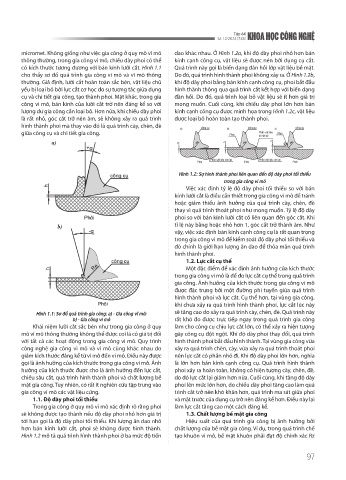
micromet. Không giống như việc gia công ở quy mô vĩ mô dao khác nhau. Ở Hình 1.2a, khi độ dày phoi nhỏ hơn bán
thông thường, trong gia công vi mô, chiều dày phoi có thể kính cạnh công cụ, vật liệu sẽ được nén bởi dụng cụ cắt.
có kích thước tương đương với bán kính lưỡi cắt. Hình 1.1 Quá trình này gọi là biến dạng đàn hồi lớp vật liệu bề mặt.
cho thấy sơ đồ quá trình gia công vi mô và vĩ mô thông Do đó, quá trình hình thành phoi không xảy ra. Ở Hình 1.2b,
thường. Giả định, lưỡi cắt hoàn toàn sắc bén, vật liệu chủ khi độ dày phoi bằng bán kính cạnh công cụ, phoi bắt đầu
yếu bị loại bỏ bởi lực cắt cơ học do sự tương tác giữa dụng hình thành thông qua quá trình cắt kết hợp với biến dạng
cụ và chi tiết gia công, tạo thành phoi. Mặt khác, trong gia đàn hồi. Do đó, quá trình loại bỏ vật liệu sẽ ít hơn giá trị
công vi mô, bán kính của lưỡi cắt trở nên đáng kể so với mong muốn. Cuối cùng, khi chiều dày phoi lớn hơn bán
lượng dư gia công cần loại bỏ. Hơn nữa, khi chiều dày phoi kính cạnh công cụ được minh họa trong Hình 1.2c, vật liệu
là rất nhỏ, góc cắt trở nên âm, sẽ không xảy ra quá trình được loại bỏ hoàn toàn tạo thành phoi.
hình thành phoi mà thay vào đó là quá trình cày, chèn, đè
giữa công cụ và chi tiết gia công.
Hình 1.2: Sự hình thành phoi liên quan đến độ dày phoi tối thiểu
trong gia công vi mô
Việc xác định tỷ lệ độ dày phoi tối thiểu so với bán
kính lưỡi cắt là điều cần thiết trong gia công vi mô để tránh
hoặc giảm thiểu ảnh hưởng của quá trình cày, chèn, đè
thay vì quá trình thoát phoi như mong muốn. Tỷ lệ độ dày
phoi so với bán kính lưỡi cắt có liên quan đến góc cắt. Khi
tỉ lệ này bằng hoặc nhỏ hơn 1, góc cắt trở thành âm. Như
vậy, việc xác định bán kính cạnh công cụ là rất quan trọng
trong gia công vi mô để kiểm soát độ dày phoi tối thiểu và
đó chính là giới hạn lượng ăn dao để thỏa mãn quá trình
hình thành phoi.
1.2. Lực cắt cụ thể
Một đặc điểm để xác định ảnh hưởng của kích thước
trong gia công vi mô là để đo lực cắt cụ thể trong quá trình
gia công. Ảnh hưởng của kích thước trong gia công vi mô
được đặc trưng bởi một đường phi tuyến giữa quá trình
hình thành phoi và lực cắt. Cụ thể hơn, tại vùng gia công,
khi chưa xảy ra quá trình hình thành phoi, lực cắt lúc này
Hình 1.1: Sơ đồ quá trình gia công: a) - Gia công vĩ mô; sẽ tăng cao do xảy ra quá trình cày, chèn, đè. Quá trình này
b) - Gia công vi mô rất khó đo được trực tiếp ngay trong quá trình gia công
Khái niệm lưỡi cắt sắc bén như trong gia công ở quy làm cho công cụ chịu lực cắt lớn, có thể xảy ra hiện tượng
mô vĩ mô thông thường không thể được coi là có giá trị đối gãy công cụ đột ngột. Khi độ dày phoi thay đổi, quá trình
với tất cả các hoạt động trong gia công vi mô. Quy trình hình thành phoi bắt đầu hình thành. Tại vùng gia công vừa
công nghệ gia công vĩ mô và vi mô cũng khác nhau do xảy ra quá trình chèn, cày, vừa xảy ra quá trình thoát phoi
giảm kích thước đáng kể từ vĩ mô đến vi mô. Điều này được nên lực cắt có phần nhỏ đi. Khi độ dày phoi lớn hơn, nghĩa
gọi là ảnh hưởng của kích thước trong gia công vi mô. Ảnh là lớn hơn bán kính cạnh công cụ. Quá trình hình thành
hưởng của kích thước được cho là ảnh hưởng đến lực cắt, phoi xảy ra hoàn toàn, không có hiện tượng cày, chèn, đè,
chiều sâu cắt, quá trình hình thành phoi và chất lượng bề do đó lực cắt lại giảm hơn nữa. Cuối cùng, khi tăng độ dày
mặt gia công. Tuy nhiên, có rất ít nghiên cứu tập trung vào phoi lên mức lớn hơn, do chiều dày phoi tăng cao làm quá
gia công vi mô các vật liệu cứng. trình cắt trở nên khó khăn hơn, quá trình ma sát giữa phoi
1.1. Độ dày phoi tối thiểu và mặt trước của dụng cụ trở nên đáng kể hơn. Điều này lại
Trong gia công ở quy mô vi mô xác định rõ rằng phoi làm lực cắt tăng cao một cách đáng kể.
sẽ không được tạo thành nếu độ dày phoi nhỏ hơn giá trị 1.3. Chất lượng bề mặt gia công
tới hạn gọi là độ dày phoi tối thiểu. Khi lượng ăn dao nhỏ Hiệu suất của quá trình gia công bị ảnh hưởng bởi
hơn bán kính lưỡi cắt, phoi sẽ không được hình thành. chất lượng của bề mặt gia công. Ví dụ, trong quá trình chế
Hình 1.2 mô tả quá trình hình thành phoi ở ba mức độ tiến tạo khuôn vi mô, bề mặt khuôn phải đạt độ chính xác Rz
97